کلیه ابزار و قطعاتی که در اتاق تمیز از آن استفاده میشود باید خود تمیز باشند.یک مجموعه منتاژ شده در اتاق تمیز باید تمیز باشد و لازمه آن این است که قطعات قبلا مستقلا تمیز شده باشد،در این صورت هدف از ساخت اتاق تمیز برآورده نمیشود.
مراحلی که یک قطعه پس از ساخت آن تا لحظه به کارگیری طی میکند عبارت است از:
1-پیش تمیزکاری2-تمیز کاری دقیق 3-بی اثر کردن4-خشک کردن 5- بسته بندی.
عمده توجه روی تمیزکاری دقیق است.در تمیزکاری دقیق ذرات و آلودگی های موجود در سطوح خارجی قطعه،اگر چه قابل رویت نباشد،جدا میگردد.کوچکترین ذره قابل رویت با چشم انسان در شرایط مناسب 50 میکرون است.قطعاتی که ذرات ریزتری روی آنها است،اگرچه از نظر ظاهری تمیز محسوب میشوند،ولی از نظر تمیزکاری برای کار دقیق آلوده و نامناسب هستند.
برای اینکه دریچه ای به روی تحقیق گشوده شود،نگاهی دقیق تر به آلودگی می اندازیم.به طور مثال یک قطعه پس از ماشینکاری،گریس خورده و انبار شده است.پس از مدتی برای منتاژ با قطغات دیگر به اتاق تمیز آورده میشود.چربی روی قطعه آلودگی است،میتوان آن را با آب وصابون شست و خشک کرد.دیگر لیزی در آن حس نمیشود و میگوییم تمیز است.مجددا آن را با آب و صابون میشوییم،محلول این بار نیز کمی چرب است و معلوم میشود که قطعا خیلی تمیز نبوده است! اگر این کار مجددا تکرار شود درجه تمیزی بیشتری کسب خواهد شد.پس میتوان گفت پس از اولین شستشو هنوز هم آثار چربی روی آن بوده است و صرفا به خاطر بهتر شدن شرایط و در مقایسه با وضعیت قبلی،این احساس به ما دست داده است.حال که قطعه خوب تمیز شد آن را در دستگاه چربی زدایی با بخار با محلول پرکلرین گذاشته،دستگاه را به کار بیندازیم.پس از پایان کار خطوط چربی روی محلول ولو کم قابل رویت است.میتوان نتیجه گرفت که با تعدد تمیزکاری میتوان به تمیزی مطلوب تری دست یافت.
در مثال بالا ماده ای (روغن) که از جنس قطعه (مثلا آهن) نبوده است را آلودگی نامیدیم.
لایه روغن کاملا جدا از آهن است و برداشتن آن به منزله تمیز شدن قطعه آهنی تلقی شده است.حال اگر قطعه آهنی در مجاورت با هوا و رطوبت زنگ بزند،اول باید آن را خوب برس زده سپس با اسیدنیتریک یا اسیداستیک،برای تمیزکاری استفاده کرد.دیگر رنگ زنگ در سطح قطعه دیده نمیشود.اما آیا میتوان از تمیزی مطمئن بود؟آیا تمامی زنگ های ریز و نامشخص از سطح قطعه پاک شده است؟
این ها سوالاتی است که در ادامه به آنها پاسخ داده میشود.
1-پیش تمیزکاری
منظور از این مرحله تمیزکاری عمومی است و شامل تمام قطعات مورد استفاده در ماشین آلات و غیره می باشد.دستمال کشیدن ،برس زدن،شستن با آب و صابون و خشک کردن آن،اعمالی است که معمولا در این مرحله انجام میشود.حاصل این اعمال این است که پلیسه،براده،روغن،پوسته،لکه روی قطعات پاک میشود.این مرحله در بیرون از اتاق تمیز انجام میشود و سپس قطعات،در ظروف و جعبه های مخصوص نگهداری میشوند.
پاک کننده ها از جمله موادی هستند که در مرحله پیش تمیزکاری،کاربرد زیادی دارند.به طورکلی هر ماده ای که باعث کاهش کشش سطحی آب گردد،خصوصا اینکه فعال کننده سطح در فصل مشترک روغن و آب باشد،پاک کننده نامیده میشود.پاک کننده ها (مثلا صابون سدیمی)موجب تعلیق و سپس خروج مواد جامد از آب میشود.
پاک کننده های مصنوعی از نوع کاتیونی،آنیونی،غیر یونی نیز مناسبند و در تمیزکردن سطح فلزات مورد استفاده قرار میگیرند.
نوع کاتیونی:عامل فعال کننده، یون مثبت است و باعث میشود تا مواد معدنی که شناور هستند و جدا نمیشوند(مثل نمک های آمونیوم)،از فلزات جدا شوند.
نوع آنیونی:عامل فعال کننده یون منفی است.
نوع غیریونی:با ایجاد واکنش و تشکیل پیوند هیدروژنی بین ماده مورد نظر و سطح فلز عمل میکند.
عواملی که در انتخاب پاک کننده ها موثر هستند عبارت است از:قابلیت انحلال در آب،قابلیت انحلال در روغن،مقاومت در برابر اسد و باز نمک،قابلیت کف کردن،توانایی در کاهش کشش سطحی آب،قابلیت آب کشی.
2-تمیزکاری دقیق
در تمیزکاری دقیق قطعات به چند سوال باید پاسخ داده شود:قطعه از چه جنسی ساخته شده است؟نوع آلودگی قطعه چیست؟چه حلال یا محلولی برای تمیزکردن آن لازم است؟از چه روش یا دستگاهی باید استفاده کرد؟مراحل انجام کار کدام است؟
آلودگی سطوح و منافذ و قطعات نیز از جنس غبار،ذرات غیرچرب،زنگ رسوب پلیسه و… .این مواد آلوده نیز به لحاظ تشابه در تمیزکاری به دو دسته ذرات و چربی ها تقسیم میشوند.
نمونه ای از محلول های تمیزکاری:
کتنها مانند (استن)
الکل ها مانند(الکل صنعتی)
آب بدون یون
پاک کننده های قلیایی مانند(سود)
روش های مختلف تمیزکاری قطعات عبارت است از:
الف-شناور کردن قطعات در محلول تمیزکاری،که یکی از انواع آن قرار دادن در تانک فراصوت است.در این روش امواج صوتی عمل تمیزکاری را انجام میدهند.
هرگاه نیروی حاصل از ترکیدن حبابهای بخار تشکیل شده روی سطح قطعه موجب کنده شدن آلودگی از آن شود،تمیزکاری فرا صوت صورت گرفته است.این روش به دلیل کارایی بهتر نسبت به روشهای دیگر،توسعه یافته است.
مزایای این روش عبارت است از:
به حرارت کمتر نیاز دارد
قطعات بدون انجام اعمال فیزیکی تمیز میشوند،بنابراین قطعات حساس صدمه نمیبینند.
پرزها ترک ها و حفره ها قابل شستشو هستند.
قسمت های مختلف دستگاه شامل:
الف-1.شرح دستگاه :این دستگاه از سه قسمت اصلی تشکیل شده است.
یک مولد انرژی الکتریکی با بسامد زیاد-یک مبدل،که انرژی الکتریکی را به امواج با بسامد بالا تبدیل میکند.-یک محفظه محلول های مختلف برای شستشو-متعلقات دیگر دستگاه عبارت است از سبد،قلاب،دستگاه نمایش بسامد،گرم کننده خشک کننده،صافی و دستگاه همزن سیال،این متعلقات با توجه به نوع کار کاربرد پیدا میکند.وقتی دستگاه به کار می افتد،امواج صوتی ایجاد شده و در ظرف حاوی قطعات منتشر میشود.برخورد امواج صوتی به قطعات در سطح قطعه حباب های گاز پدید می آورد.ایجاد و ترکیدن این حباب ها که هزاران بار اتفاق می افتد باعث شل شدن و مکش آلودگی های سطحی میگردد.حضور این امواج در تمام نقاط،باعث خروج آلودگی از سوراخ ها،زوایا و مکان های غیر قابل دسترس میشود.
انرژی فراصوت به وسیله حس کننده در کنار یا زیر کف محفظه،ایجاد میشود و میزان رفع آلودگی به قدرت این دستگاه نیز بستگی دارد.زمان کار از چند ثانیه تا چند دقیقه متغیر است.
الف-2.خطرها:دستگاه مولد امواج فراصوت حتما باید،اتصال زمین داشته باشد تا از شوک الکتریکی جلوگیری به عمل آید.هنگام روشن بودن دستگاه نباید به آن دست زد.از تماس با محلول هنگام روشن بودن مولد دستگاه خودداری شود.
ب-شناور کردن قطعات در بخار محلول،که در دستگاه و با روش چربی زدایی با بخار صورت میگیرد.هدف اصلی در این روش برداشتن لایه های روغن و چربی از سطح قطعه است.ولی این روش برای خارج کردن ذرات موثر نیست.درجه تمیزی به دست آمده برای اغلب کارهای صنعتی کافی است.
قسمت های مختلف دستگاه شامل:
ب-1.شرح دستگاه:این دستگاه شامل یک محوطه بسته،مقاومت های حرارتی در ته محفظه و کوئل سردکننده آبی در بالا است.مایع شستشو در محفظه ریخته شده در اثر گرما تبخیر و در محفظه پخش میشود.کوئل سردکننده باعث تقطیر بخار شده،آن را مجددا به محفظه برمیگرداند.بخارهای اضافی از لوله تخلیه موجود در بالای محفظه خارج میشود.
وقتی قطعه سرد وارد فضای مخزن میشود،عمل میعان بخار حلال در سطح قطعه انجام میشود و تداوم این عمل باغث زدودن چربی از قطعه و ریزش آن به محفظه میشود.هنگامی که آلودگی زیاد شد مایع تعویض یا تصفیه میشود و این عمل تا رفع آلودگی ادامه میابد.اگر آلودگی زیاذ باشد باید قطعه را در حلال جوشان فرو برد و سپس در بخار قرار داد.با این کار لایه چربی روی قطعه نیز برداشته میشود.
ب-2.خصوصیات حلال ها:
قابلیت حلالیت بالای روغن و چربی را داشته باشد.دمای تبخیر و ظرفیت حرارتی آنها پایین باشد.دارای خواص شیمیایی پایدار باشد.بخارهای حاصل از آن خورنده و آتشگیر نباشد.
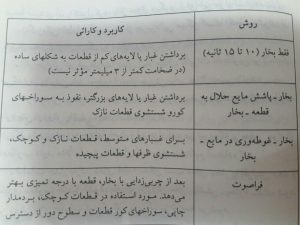
ب-3.روش کار:
طبق جدول زیر
ب-4.خطرها:
گازهای سمی ناشی از حلال های چربی زدا،موجب سردرد خستگی و عدم تعادل جسمی میشود.تهویه مناسب موجب پیشگیری از این عوارض است.در صورت تماس پوست با حلال پوست تاول زده و قرمز و خشک میشود.بنابر این استفاده از دستکش دهان بند عینک و مراجعه به پزشک به صورت مرتب توصیه میشود.
ب-5.محدودیت ها:
اسیدی شدن :حلال ممکن است تجزیه شده و خاصیت اسیدی پیدا کند.برای پیشگیری باید مرتبا درجه اسیدی را کنترل کرد.
زنگ زدگی:قطعات آهنی ممکن است بعد از چربی زدایی اکسیده شوند،لذا باید از محلول های زده زنگ نیز استفاده کرد.
آثارحرارتی در غیر فلزات:دمای زیاد حلال تاثیرات نامطلوبی روی لاستیک ها میگذارد پس باید محدوده مجاز حرارتی برای حلال مشخص شود.
آثار حرارتی در فلزات:دمای زیاد حلال روی بعضی فلزات هم آثار نامطلوب دارد پس باید از روش پاشش-بخار استفاده شود.
ج-پاشیدن محلول به قطعات،که این روش به علت انتشار ذرات محلول در فضا،در اتاق تمیز استفاده نمیشود.
3.بی اثر کردن
عمل کاهش تمایل سطح فعال فلز به واکنش یا پلاریزه کردن الکتروشیمیایی و یا غرقاب کردن فلز در محلول بی اثر کننده را بی اثر کردن یا خنثی کردن می نامند.
مثلا اگر آهن در اسید نیتریک 70 درصد و در دمای اتاق باشد،اتفاقی برایش رخ نمیدهد اما اگر خراشی بر سطح فلز داده شود و یا تکان شدیدی که منجربه برخورد قطعه آهنی به بدنه ظرف محتوی اسید و بروز خراش شود،واکنش به طرز شدیدی آغاز میشود و حاصل واکنش گاز NO2 است که از ظرف متصاعد میگردد.دلیل این اتفاق،وجود لایه ای به ضخامت 30 آنگستروم روی سطح فلز که در اثر خراش،زمینه مناسبی برای بروز خوردگی مجدد در همان محل شده است.این موضوع در مورد آهن،کرم،نیکل و تیتانیوم صدق می کند.
4.خشک کردن
بعد از عملیات شستشو و بی اثر کردن،اگر قطعه در بهترین شرایط شستشو شود و سپس در مجاورت هوای معمولی خشک گردد،نتیجه ای حاصل نشده است!قطعه باید در مجاورت هوای تمیز،خشک گردد.میز تمیز و اتاق تمیز،هوای مناسب برای این کار را دارند.برای خشک کردن چند روش وجود دارد:
الف-خشک کردن مکانیکی:دستمال کشیدن،باد پاشی،ازت خشک پاشی و صوتی روش های مکانیکی خشک کردن هستند
ب-خشک کردن شیمیایی:الکل،استون،فریون 601،فریون 35 و تریسک،مایعاتی هستند که دارای خاصیت فراریت زیاد بوده و به عنوان خشک کننده استفاده میشوند.
ج-خشک کردن حرارتی:کوره،نور مادون قرمز،نور و کوره خلا برای خشک کردن حرارتی استفاده میشود.در کوره عمل تبخیر به کمک حرارت انجام میشود.این حرارت با منابع الکتریکی یا جریان غیر مستقیم گاز گرم تولسد می شود.برای موادی که به حرارت حساس هستند،مثل نایلون استفاده نمیشود.نور مادون قرمز،تبخیر با حرارت را موجب میشود.
5-بسته بندی
به طور کلی تمام قطعات و ابزار،پس از تمیزکاری و قبل از استفاده،باید در بسته ها و جعبه های نایلونی،پلاستیکی،شیشه ای و مانند آن نگهداری شود.این نگهداری نه تنها مربوط به فضای بیرون بلکه به داخل محیط تمیز نیز میشود.بسته ها و ظروف باید تمیز باشند و قطعات بعد از خشک کردن کامل و رسیدن به دمای محیط وارد ظرف و بسته ها میشوند.سپس در کمد های مخصوص خود که طبقه بندی و شماره گذاری شده اند،به تفکیک قرار داده میشوند.اگر قطعات قبل از خشک کردن داخل ظروف قرار گیرند،داخل آن فضای مرطوب ایجاد میشودگرما نیز این اثر نامطلوب را دارد.ظروف حاوی قطعاتی که در شرایط خاص نگهداری میشوند،مثلا در مجاورت گاز خنثی یا خلا،باید کاملا هوابندی شوند.
6غبارزدایی از قطعات و ابزار
پس از تمیزکاری دقیق قطعات و انجام مراحل دیگر تا بسته بندی،در هنگام استفاده از قطعه،ممکن است ذراتی از غبارروی آن نشسته باشد.در این صورت دیگر نیازی به تمیزکاری دقیق مجدد نیست و با استفاده از یک سیستم مکش مثل جاروبرقی مجهز به صافی بازده بالا،میتوان آنها را زدود.
منظوراز تمیزکاری دستیابی به تمیزی بیش از حد معمول است در اینجا سعی کردیم نگاهی کوتاه به مراحل تمیزکاری و چند روش آن بپردازیم.